前言
塑料射出成型多以水冷却作为机器与周边的主要冷却方式,水冷却是利用水当媒介吸收热量,将机器多余的热量送到冷却水塔或冰水机进行热交换,使机器与模具能在稳定的温度工作。温度稳定有多重要呢?一般认为机器没有出现过热异常就没问题,但实际上,事情并没那么简单,油压机器适合的工作温度大约40 ~ 50° C,温度过高密封件容易劣化,动作会变较无力,温度过低会反应变慢。模具部分,模温过低,会降低熔体流动性,可能发生短射。
模温过高,会使熔体发生热分解,制品收缩率增大,影响尺寸精度。模温恒定,可减少成型收缩率的波动,制品尺寸稳定,成型质量均匀。所以温度稳定对于良率也是重要的因素,故水冷却系统需要定期保养与维护,才能维持成品良率不会降低。
一般冷却的方式除了水冷却,还有空气冷却,为什么空气冷却较少见呢?因为水的热传导与热容量都比空气好,在设计上就可降低机器热传导部分的体积,故选择上多以水冷却为主,性价比也较有优势,虽然有以上优点,但水冷却还是有冷却水配管、冷却水塔与水泵等配置的缺点。
因使用水或空气等流体冷却,时间久了就有结垢与腐蚀的问题,毕竟水与空气这两个流体,除了纯空气或纯水,里面都含有矿物质与酸、碱性物质等杂质,当流体流过管路时,多少都会因管路粗糙度、转弯、管路大小与热造成的结晶,都会让杂质慢慢地阻塞管路或腐蚀管路。所以该如何避免上述的问题,以下会逐步解释说明
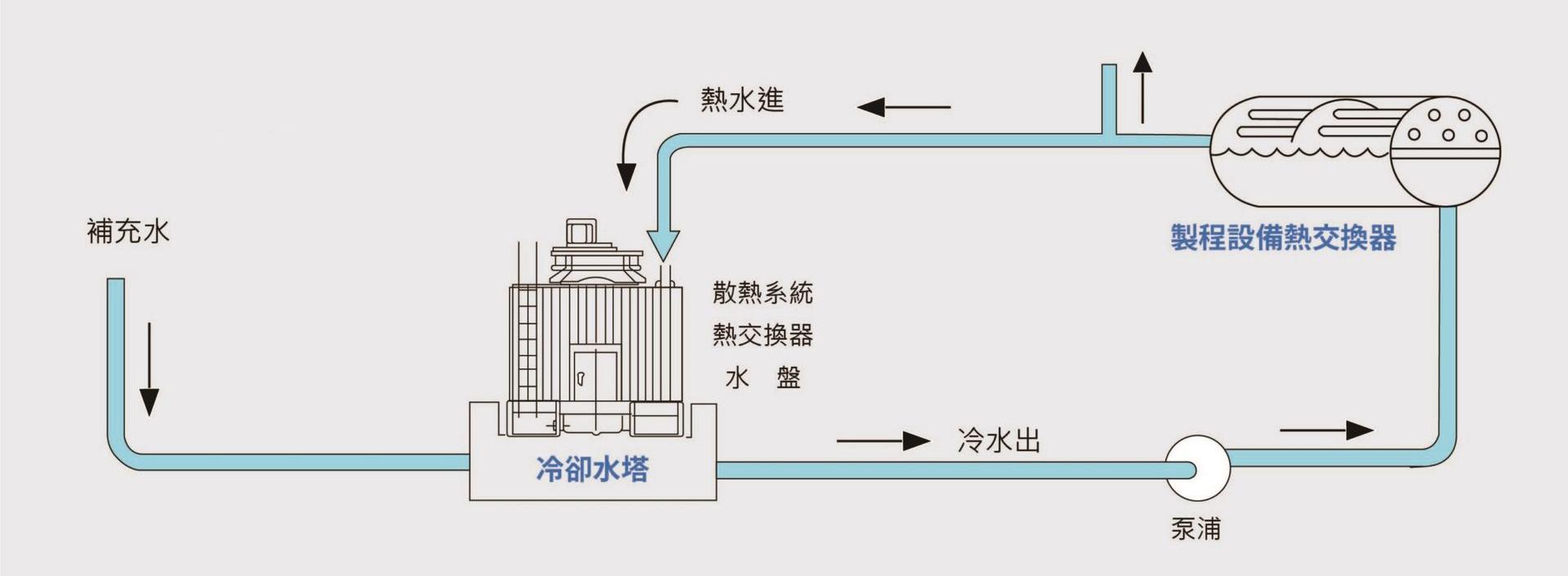
冷却水循环说明:
1. 泵浦输出冷水
2. 经由水管进入热交换器( 冷却管路)
3. 热水经由管路进入冷却水塔
4. 热水在冷却水塔内作热交换
5. 热交换完的冷水再回到泵浦( 系统内因热交换损失的水会持续补充)
水垢是如何形成
冷却水塔运行→冷却水进入机械设备降温→热能蒸发大量
冷却水→冷却水塔补进新冷却水→水中矿物质浓度及含量提升→沉淀作用→ 水中矿物质遇热形成结晶→水垢形成→述过程重复循环→
水垢厚度随时间逐渐增加→冷却效率降低→上述过程重复循环→水垢堵塞冷却水路→机械设备无法降温
水垢形成后如何造成塑料射出外围设备堵塞?
冷却水塔运作时,其实不断补进新的碳酸钙水,最后使冷却系统中的碳酸钙离子浓度上升,当带有高浓度碳酸钙之冷却水进入机械设备的热交换器时,就会遇热然后快速产生水垢,并附着在热交换器或水管上,最后造成换热效率降低并使机台过热停机。
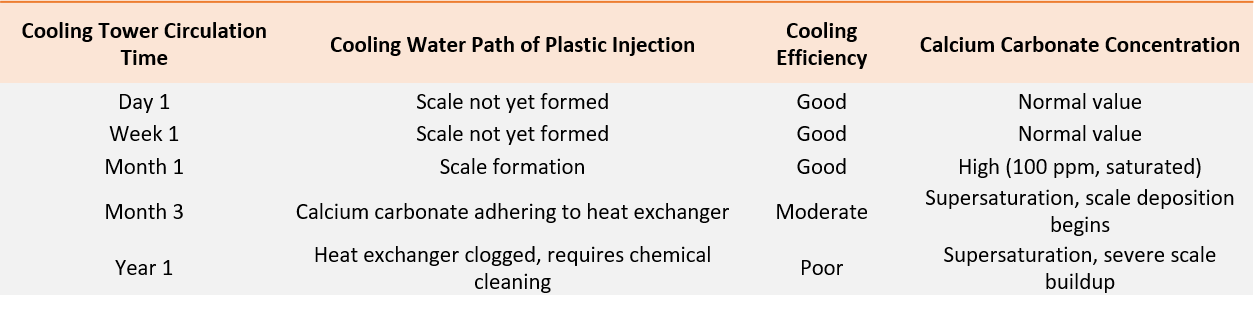
水垢形成与冷却效率比较表
水垢问题处里对策
1. 冷水水流量与流速:水量与流速不足时,也会容易造成水垢卡在管路内。
2. 定期清理:需视厂区内水质,建立适当的周期执行。
3. 定期投药:当上一项问题太严重时,就必须考虑此项,但会衍伸管路腐蚀问题。
4. 冷却管路改封闭式:冷却水管路与冷却水塔改封闭式,避免外气与外在环境影响。
5. 使用水过滤系统:在管路中增加过滤的设备,可将造成水垢的杂质过滤掉,减缓水垢产生速度。
冷却系统内管路腐蚀原因
1. 循环水的酸碱值(PH):水PH 值在6.5 ~ 8 较不会腐蚀金属。
2. 水的流速过快:当管路内水压与流量过高时,会使水的流速增加,此时会加剧水腐蚀管路。
3. 管路内的杂质:管路内杂质在水流的推动下,摩擦管壁造成腐蚀。
4. 水压过高:铜管会因压力膨胀管壁变薄。
避免管路腐蚀处理对策
1. 管路内与水源的PH 值确认:需定期检查与纪录。
2. 水压与水流量须注意。
3. 水杂质管理:增加过滤器或工业用水处理设备。
4. 水质定期检验:参考JRA 规范,确保循环水与水源是正常。
5. 管路投药清洗后,务必确实换水,确认PH 值正常后再恢复正常循环。