

特性

高速、精密的注射系统
- 前安全门以气压缸驱动,并搭配压电开关,省力、快速且安全。
- 螺杆长度/直径比为20:1(标准)。
- 温度采用PID油温控制模式,塑料油温控制较一般ON/OFF温控模式精确且稳定。
- 射出可以选择以时间或位置来控制。
- 可选择在加料前或加料后作松退动作。
- 射胶终点位置以线性位移电阻尺来监控,操控调整容易且精度高。
- 具有双重冷却回路,可强化进料口喉部的冷却效果。

人性化的控制系统V8800型电控
塑胶射出成型机的动作时序、精度、判断及控制全由控制器掌握,故一套性能优越的电控系统其重要性犹如人体的大脑,是塑胶射出成型机控制中枢的灵魂。
高性能、高精度V8800型控制器,反应速度快、控制稳定性优、监控功能齐全、操作简单方便且扩充性佳,并搭配服务节能系统,足以生产精密度要求较高的产品,为您创造高附加价值恒的利润。
- 荧幕采用15" 1024 x 768 Touch TFT LCD 画面丰富操作便利。
- 系统扫描时间提升至0.25ms,大幅扫描高袜台动作的切换精度。
- USB资料存取界面,资料存取便利。
- 成型参数储存内部有1000组,外部可达29700组,储存空间大。
- 扩充界面完备,可另外增加12段浆控,48组1/0。
- 内建OPCUA机台连线接口,提供客户资讯端生产管理运用。
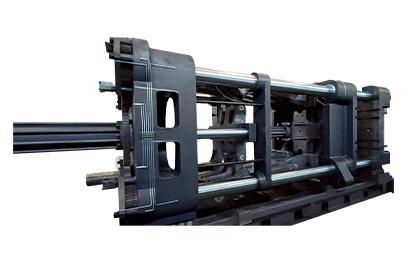
超重负荷之锁模系统
- 前安全门装有液压、机械及电气三重互锁之安全装置,任何一道安全门开启均无法合模,达到安全的目的。
- 宽大、坚固的模板及特大的柱内距离,超大的开模行程适合各种巨大、笨重、复杂的模具板及顶出位置,模板可依SPI规格、EUROMAP或JIS规格加工。
- 顶出动作有振动、重复、单数及不顶出等四种模式可供选择,以配合模具使用,而且销针棒亦可与模具连接。
- 开合模及顶出的速度、压力和行程的切换,采用接触式线性位移电阻尺。
- 使用单一循环式分配器,可确保每个润滑点有足够之润滑油。
- 使用手动打油机节省润滑保养时间,锁模侧更可选用电动打油机,并由程序控制其打油频率及时程。
- 强韧之调模机构,由高扭力油压马达驱动,除可承受高锁模力负载外,亦可顺畅的调整模厚,免于锁模力偏移的困扰。
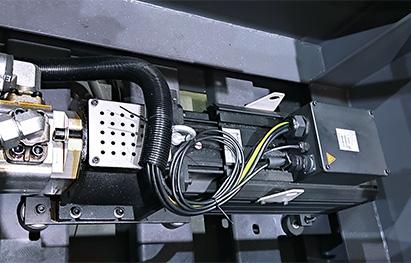
省能源高稳定性液压回路
射出动作主要是以油压来驱动,因此油压系统的反应速度、顺畅与否决定了整个系统的执行速度、反应能力及稳定度。
VP注塑机每一成型阶段所需的压力、流量均由伺服马达驱动螺塞式泵浦来控制,以达高精度与节省能源之目的,与半闭回路比较,可节省能源消耗达60%以上。
- 压力流量由伺服驱动器、伺服马达、PQC控制器与压力传感器来控制,快速又稳定。
- 油泥上升速度非常慢,油温发热量低。
- 具有伺服马达之精密、高效率、低发热量与低噪音之特点。
- 并利用伺服马达之低转速更容易进行低流量、低压力控制以达到长时间保压。
- 简单的油压回路系统,省却了传统油路系统之比压、比流控制阀,使整个油路系统简化很多。
- 低油耗故以吸油端有滤油网,可将系统中之异物除去,达到稳定控制之目的,且能延长机器寿命。
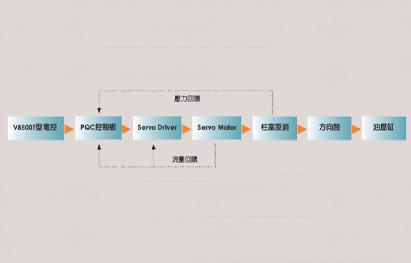
VP省能源回路系统
随时监控修正系统的压力与伺服马达转速达到高精度的压力流量控制。
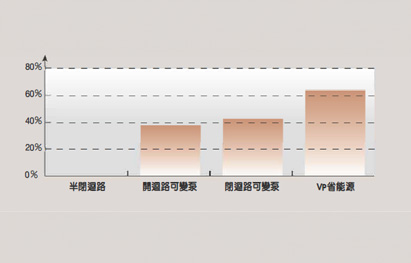
各油压系统省电比较图
关闭



